The global clinical trials solutions market is currently undergoing a paradigm shift, transitioning from traditional site-based models to decentralized, patient-centric, and digitally-enabled frameworks. As of 2024, the demand for precision diagnostics and molecular analysis systems has reached unprecedented levels, driven by the rise of personalized medicine and the urgent need for faster drug development cycles. Clinical Trial Solutions manufacturers are no longer just equipment suppliers; they are strategic partners in the drug discovery ecosystem, providing the hardware and software necessary to maintain GxP compliance and ensure data integrity across multicenter international studies.
Leading exporters in this sector are integrating Artificial Intelligence (AI) and Internet of Medical Things (IoMT) to facilitate real-time monitoring and high-throughput screening. This technological integration allows for "Information Gain" in clinical datasets, enabling researchers to identify biomarkers and patient responses with higher sensitivity than ever before. Regions such as North America and Europe remain primary hubs for trial design, but the manufacturing and supply chain center of gravity has significantly shifted toward high-tech corridors in Asia, specifically China.
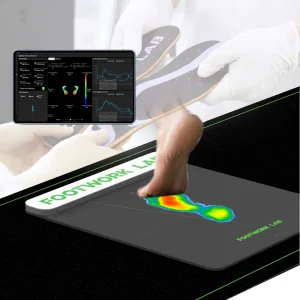
Enabling home-based testing and remote data collection using mobile diagnostic units and cloud-connected sequencing platforms.
Adhering to FDA 21 CFR Part 11, EMA, and NMPA standards to ensure international acceptability of clinical trial data.
Leveraging machine learning algorithms to automate sample preparation and interpret complex molecular diagnostic results.
China has evolved from a mass-production hub to a global leader in intelligent medical manufacturing. Companies like Shenzhen BioX Medical Co., Ltd. exemplify this transition. Located in the heart of Shenzhen—China's "Silicon Valley"—these manufacturers benefit from an unparalleled ecosystem of electronics, precision engineering, and biotechnological talent. This geographic concentration allows for rapid prototyping, shorter lead times, and a highly resilient supply chain that can withstand global volatility.
The efficiency advantage is not merely about cost; it is about "Information Gain" through iterative design. Chinese factories utilize advanced robotics and automated quality control systems that ensure every diagnostic analyzer or gene sequencing system meets stringent repeatability standards. For global procurement officers, this means obtaining Tier-1 technology at a price point that allows for larger-scale trial deployments, ultimately democratizing access to precision medicine.
To stay competitive, top-tier manufacturers are focusing on four critical development axes:
Oncology Trials: High-precision nucleic acid extraction systems for tracking minimal residual disease (MRD).
Infectious Disease: Rapid point-of-care (POC) molecular diagnostics for real-time epidemiological surveillance.
Veterinary Medicine: Specialized diagnostic platforms for animal health trials, such as FIPV testing in feline cohorts.
Shenzhen BioX Medical Co., Ltd. is a professional manufacturer specializing in molecular diagnostic analysis systems, genetic testing solutions, and clinical laboratory equipment. Established in 2017, the company is headquartered in Shenzhen, China, a leading center for biotechnology innovation, medical device development, and advanced manufacturing.
With a modern manufacturing facility covering more than 9,000 square meters and a workforce of over 200 employees, BioX Medical is dedicated to the research, development, production, and supply of molecular diagnostic technologies for clinical laboratories, hospitals, research institutions, public health organizations, and biotechnology companies worldwide.
The company's product portfolio includes molecular diagnostic analysis systems, nucleic acid testing platforms, genetic analysis systems, pathogen detection solutions, biomarker analysis equipment, automated laboratory testing systems, and precision medicine support technologies. By integrating advanced automation, data management capabilities, and laboratory workflow optimization, BioX Medical develops solutions designed to improve testing efficiency, analytical accuracy, and operational reliability.
Supported by a multidisciplinary team of engineers, laboratory specialists, and quality management professionals, the company continuously invests in innovation and product development. Comprehensive quality control procedures are implemented throughout design, manufacturing, testing, and inspection processes to ensure consistent performance and compliance with international industry standards. BioX Medical serves customers across Europe, North America, Asia-Pacific, the Middle East, Latin America, and Africa, providing flexible OEM and ODM services.