1 / 5



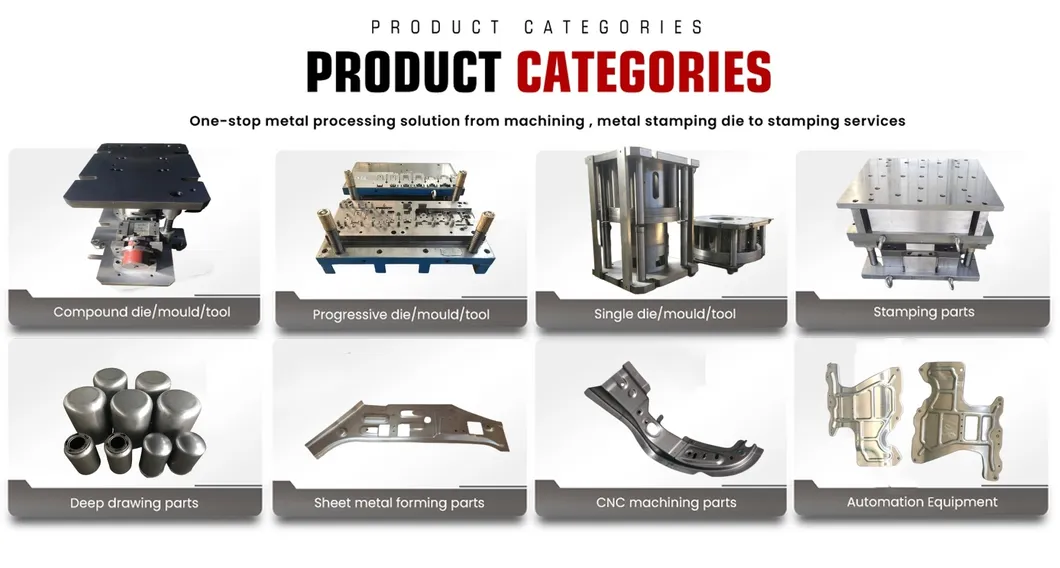
Sustaining uninterrupted macro-precision across endless production cycles in modern shovel manufacturing demands a complete technological departure from passive tool mass damping. Standard high-load stamping tools rely purely on structural bulk to survive the severe back-stress shockwaves generated during metal fracture zones, which leads to cumulative lattice micro-fatigue.
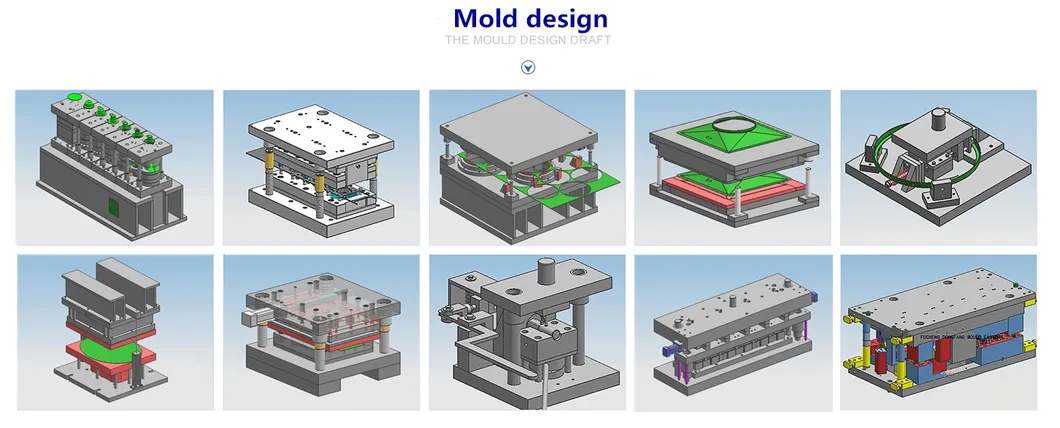
By incorporating engineered phonetic crystal lattices within the lower guide base segments, we trap high-amplitude vibrational energy directly at the strike origin. This acoustic decoupling shields the active die cores from transient rebound harmonics, preserving micrometer-level structural alignment during aggressive blanking sequences.
| Advanced Physics & Mechanical Attribute | Certified Engineering Specification |
|---|---|
| Primary Base Tool Steel | Extreme-Clean Vacuum Induction Melted (VIM) / Sleipner / Calmax |
| Active Core Modification | Molecular Chemical Vapor Deposition (CVD) Diamond Coating |
| Micro-Surface Hardness Profile | Extreme Rating of HV 8000 - 9000 (CVD Crystallite Layer) |
| Acoustic Shock Absorptive Efficiency | Micro-Structural Harmonic Energy Reduction Exceeds 38% |
| In-Situ Dynamic Clearance Tracking | Dual-Channel Micro Eddy-Current Sensor Matrix Installed |
| Operational Material Gauge Bounds | Fully Calibrated for Thicknesses from 1.2 mm to 4.5 mm |
| Sub-Insert Positional Variance | Mechanically Verified by Interferometry Within 0.003 mm |
Thoroughly engineered for seamless mechanical integration across automated straight-side servo presses and synchronized multi-station robotic transfer lines. Every assembly undergoes extensive volumetric non-destructive testing (NDT) and dynamic load-cell response mapping during validation runs.